

�������ƣ��Ϻ���ϧ�Զ����豸����˾
��ϵ�ˣ���˳����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺3119373181@qq.com
��ϵ��ַ���Ϻ��н�ɽ���������ţ�´�25��301
�ʱࣺ210000
��ϵ��ʱ����˵�����������Ͽ����ģ�лл��
��SIEMENS���Ϻ���ϧ�Զ����豸����˾
��ϵ�� Contact����˳��
24Сʱ���ۼ�������������TEL��183 2198 3249 ������ QQ 311 9373 181
��Ȩ�ص������ ?SIEMENS��OMRON��VIPA��PLC���������� ?ABB��SIEMENS��ѹ��������������һ�������̡����ز�Ʒϵͳ������ ?ͬʱ����EURCTHERM��ŷ½��ֱ����������PID��RKC��������PID��Rockwell(Allen-Bradley)������������Ƶ����PLC�Ȳ�Ʒ��TKG���ܷ��ף�ѹ����������P+F����Ӹ������ഫ���� ?�н��Զ�����ϵͳ�����̵���ơ�ʩ������װ������ ?�����ĵ�ѹ����ij��� ?��¯��������ϵͳ����ơ���װ�����ס����Ե� ?ˮ����ϵͳ����ѹ��ˮ����������ϵͳ�����������ϵ��


��������������PLC ��Ƶ�� �����ӵ��ߵ��� ������ͨѶ��ͷ ������ �����ŷ� ��ӭ����ѯ��
�Ϻ���ϧ��˾��Ӫ������ȫ��ԭװ�ֻ�PLC��S7-200S7-300 S7-400 S7-1200 ����������Ƶ����6FC��6SNS120 V10 V60 V80�ŷ����ر�����ԭװ���ڵ����1LA7��1LG4��1LA9��1LE1�������������1LG0��1LE0�����͵����1LA8��1LA4��1PQ8���ŷ������1PH��1PM��1FT��1FK��1FS�����£�DP���£�DP��ͷ����̵��£������ӱ���ȫ��ԭװ��Ʒ���ʱ�һ����һ�������Ʒ����������Ѹ����²�Ʒ������ȡ�κηѡ���ӭ�µ���ѯ��
ע���ҹ�˾ֻ����������ԭװDP���£������üٻ����»��ġ��۸����ȼ����Ƶ��������������ӽ��ܣ�
�¹������ӹɷݹ�˾������1847�꣬��ȫ����ӵ������������***��ҵ����������1872������й���140�������Դ��µļ�����***�Ľ�������Ͳ�Ʒ��ֲ�и�ض��й��ķ�չ�ṩȫ��֧�֣����Գ��ڵ�Ʒ�ʺ����������Ŀɿ��ԡ�***�ļ����ɾ͡���и�Ĵ�����ȷ�������й��г���***��λ��2014�꣨2013��10��1����2014��9��30�գ������������й�����Ӫ�մﵽ64.4��ŷԪ��ӵ�г���32000��Ա�����������Ѿ���չ��Ϊ�й����;��ò��ɷָ��һ���֣����߳����й�Я�ֺ�������ͬ������ʵ�ֿɳ�����չ��

2014��9�£��������ɷݹ�˾�Ͳ������Ŵ��Э�飺���ء�������˾���չ������������еĺ�����ҵ�����������Ӽ��õ������ţ���Ʋ����ҵ磩50%�Ĺɷݣ�������ɺ����ҵ罫��Ϊ�������ŵ�ȫ���ӹ�˾�������������˳��ҵ������ۼҵ�ҵ������������רע�ڵ��������Զ��������ֻ�ս�Ե�����֮һ��


���ԣ�
�����������ܴ��� ���ڹ��������Ӳ�Ʒ֮ǰ ���������˽������ӵ���չʷ
�¹��������ɷݹ�˾������1847�꣬��ȫ����ӵ������������***��ҵ����������1872������й���140�������Դ��µļ�����***�Ľ�������Ͳ�Ʒ��ֲ�и�ض��й��ķ�չ�ṩȫ��֧�֣����Գ��ڵ�Ʒ�ʺ����������Ŀɿ��ԡ�***�ļ����ɾ͡���и�Ĵ�����ȷ�������й��г���***��λ��2014�꣨2013��10��1����2014��9��30�գ������������й�����Ӫ�մﵽ64.4��ŷԪ��ӵ�г���32000��Ա�����������Ѿ���չ��Ϊ�й����;��ò��ɷָ��һ����.




�Ϻ������豸����˾�ǵ¹�SIEMENS�й���Ȩ�����̣���˾��Ҫ���¹�ҵ�Զ�����Ʒ�ļ���,������ά�ޡ�������Ϊ���ṩ�ڻ�е��������ˮ�ࡢ����������������ĵ������Զ���������������������������Զ�����Ʒ��ϵͳ��������Ŀִ�м���������Ҫ���̿���������֧�֣��Լ�רҵ���ۺ������ѵ�ȡ�
��˾���š�����Ϊ�����Ƽ��ȵ���ʸ־���¡���***���Ĺ������룬�����ڹ�ҵ�Զ�����������IJ�Ʒ��������������ϵͳ���ɡ����ۣ�ӵ�зḻ���Զ�����Ʒ��Ӧ�ú�ʵ�������Լ��ۺ�ļ��������������� PLC���ӿ���ϵͳ����������Ӧ�á��ŷ�����ϵͳ�����ر�Ʒ�������˻����漰����/����Ӧ��Ϊ��˾�ļ����س���

���齫 SIMOTION D ����Ҫ�������¶������Ҫ����κ�Ӧ����ʹ�á�
�����ͻ���
�ֲ�ʽ�Զ�����ƣ������Ƕ��ھ��д�����Ļ���
ģ�黯�Ļ��� �C Ҳ����Ϊ SIMOTION P �� SIMOTION C �IJ���
���˶����ƹ��ܡ����չ��ܺ� PLC ����ֱ�Ӽ��ɵ���Ƶ���У��Ӷ��������ͳɱ�
��ƽ��գ���С�˿��ƹ�����
û�нӿڣ������Ӧ�ٶȼ���

�����ǵ� SIMOTION D �����ϵͳ�У�SIMOTION ����ֱ�Ӽ����� SINAMICS S120 ��Ƶ��ϵͳ�Ŀ���ģ���С����ֻ��ڱ�Ƶ�����˶�����ϵͳ���ŵ��ǣ���ʹ���ɿ��������Ƶ����ɵ�����ϵͳ���Ը��ӽ��գ���Ӧ����Ѹ�١�
���⣬���ִ��µĶ������ϵͳ���ڵ����������ϵͳ���ṩ�˼��ߵĿ���չ�Ժ�����ԣ����ж����ͺţ������ڸ��ָ�����Ӧ�á�
��˾��Ҫ��Ӫ�� ������PLCģ�飬s7-200CN��s7-300��s7-400��s7-1200��ET200�������ӱ�Ƶ���������Ӵ����������ӽ������������ӹ��ػ���������V80�ŷ�ϵͳ��������V90�ŷ�ϵͳ��������DP���ߣ�����������������
--------------------------------------------------------------------------------
�����ž��̣��ͻ����ϡ��ǹ�˾����֮����ȷ������ּ������һ��ʮ��һֱ���ҹ�˾��������ŵ,
��˾�����ۺ�ļ���ʵ����������� SIEMENS ��Ʒ�����۾��� ��ʱ�����������磡��
========================================================
��Ʒ�������Ϻ�������������ڣ����������ӱ��� ɽ���� ������ ���֡� �������� ���ա� �㽭�����ա� ������ ������ ɽ���� ���ϡ� ���������ϡ� �㶫�� ���ϡ� �Ĵ��� ���ݡ� ���ϡ� ������ ���ࡢ �ຣ�� ̨�塢

|
�� ť |
�� �� |
�� �� �� �� |
|
|
����ֹͣ |
���¼�ͣ��ť��ʹ�����ƶ�����ֹͣ���������е�����������ת���ȶ���ر� |
|
|
�㶯����ѡ��ť |
�ڵ��������ַ�ʽ��,����ѡ���ƶ����� |
|
|
�ֶ���ʽ |
�ֶ���ʽ�������ƶ� |
|
|
���㷽ʽ |
�������㣻������������ִ�л��������Ȼ��ſ������� |
|
|
�Զ���ʽ |
�����Զ��ӹ�ģʽ�� |
|
|
���� |
���˰�ť������ʱ�����г���ʱÿ��ִ��һ������ָ� |
|
|
�ֶ��������루MDA�� |
�������ִ��ģʽ |
|
|
������ת |
���´˰�ť�����Ὺʼ��ת |
|
|
����ֹͣ |
���´˰�ť������ֹͣת�� |
|
|
���ᷴת |
���´˰�ť�����Ὺʼ��ת |
|
|
���ٰ�ť |
���ֶ���ʽ�£����´˰�ť���ٰ����ƶ���ť����Կ����ƶ����� |
|
|
�ƶ���ť |
|
|
|
��λ |
���´˼�����λCNCϵͳ������ȡ��������������ϸ�λ����;�˳��Զ�����ѭ�������롢������̵ȡ� |
|
|
ѭ������ |
����������ͣ���ڳ������й����У����´˰�ť������ͣ���� |
|
|
���п�ʼ |
�������п�ʼ |
|
|
���ᱶ���� |
�������***��ť�Ϻ�,ͨ���������������Ҽ����������ᱶ�ʡ� |
|
|
���������� |
�������س����Զ�����ʱ�Ľ����ٶȱ��ʣ����ڷ�ΧΪ0~120%���ù������ť�ϣ��������������ť��ʱ��ת�����������Ҽ�����ť˳ʱ��ת���� |
|
|
����Ӧ��� |
|
|
|
ͨ��ת���� |
|
|
|
��Ϣ�� |
|
|
|
�ϵ��� |
�Լ��ϵ����ֹ��ܽ���ת���������ϵ������������ַ���ʱ���ü����е��ַ������˹������ͱ������ |
|
|
�ո�� |
|
|
|
ɾ�������˸���� |
��������ɾ���ַ� |
|
|
ɾ���� |
��������ɾ���ַ� |
|
|
ȡ���� |
|
|
|
�Ʊ��� |
|
|
|
�س�/����� |
��1������һ���༭ֵ����2�����ر�һ���ļ�Ŀ¼����3�����ļ� |
|
|
��ҳ�� |
|
|
|
�ӹ���������� |
���˼������������������ |
|
|
������������ |
|
|
|
������������� |
���˼������������������ |
|
|
���������������� |
���˼��������������������� |
|
|
����/ϵͳ��������� |
|
|
|
ѡ��ת���� |
һ�����ڵ�ѡ����ѡ�� |
|
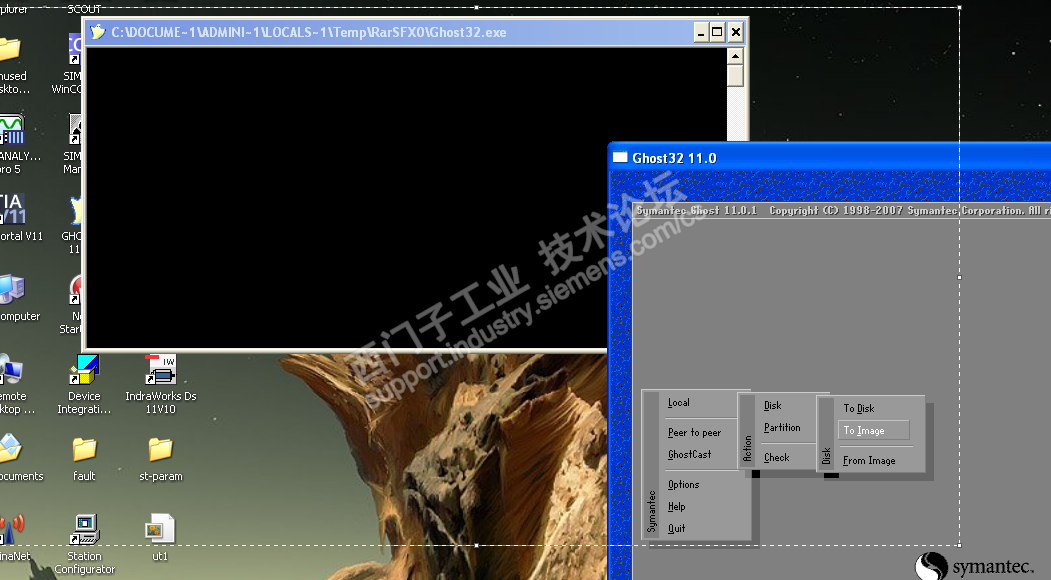
һ��������840Dϵͳ����� SINUMERIK840D�������ؼ�������Ԫ��CCU��NCU����MMC��PLCģ����������ɣ������ڼ���ϵͳʱ�����ǽ�SIMODRIVE611D���������ص�Ԫ(CCU��NCU)���ŷ���һ�𣬲����豸���������ӣ������˵��ʱ��������һ���� 1.�˻����� �˻��������渺��NC���ݵ��������ʾ,����MMC��OP��ɣ� MMC������ - OP��Ԫ - MMC - MCP�����֡� MMCʵ���Ͼ���һ̨����������Լ�������CPU,�����Դ�Ӳ�̣���������OP��Ԫ������̨���������ʾ������������MMC�Ŀ�������Ҳ����̨������С� a.MMC ����***���õ�MMC�����֣� MMCC100.2 MMC103 ����MMC100.2��CPUΪ486�����ܴ�Ӳ�̣���MMC103��CPUΪ���ڣ����Դ�Ӳ�̣�һ��ģ��û�ΪSINUMERIK810D��MMC100.2����ΪSINUMERIK840D��MMC103�� PCU(PC UNIT)��ר��Ϊ���������***�IJ������OP10��OP10S��OP10C��OP12�� OP15�ȶ�������MMCģ�飬Ŀǰ������PCUģ�顪��PCU20��PCU50��PCU70, PCU20��Ӧ��MMC100.2������Ӳ�̣������Դ�������PCU50��PCU70��Ӧ��MMC103�����Դ�Ӳ�̣���MMC��ͬ���ǣ�PCU50�������ǻ���WINOOWS NT�ġ�PCU������������HMI, HMI�з�Ϊ���֣�Ƕ��ʽHMI��***HMI��һ�������ʱ��PCU20װ�ص���Ƕ��ʽ HMI,��PCU50��PCU70��װ��***HMI�� b.OP OP��Ԫһ�����һ��10.4��TFT��ʾ����һ��NC���̡������û���ͬ��Ҫ��������Ϊ�û�ѡ�䲻ͬ��OP��Ԫ���磺OP030,OP031,OP032,OP032S�ȣ�����OP031***Ϊ���á� c.MCP MCP��ר��Ϊ���ػ��������õģ���Ҳ��OPI�ϵ�һ���ڵ㣬����Ӧ�ó��ϲ�ͬ���䲼��Ҳ��ͬ��Ŀǰ���г�����MCP��ϳ����MCP���֡���810D��840D��MCP��MPI��ַ�ֱ�Ϊ14��6����MCP�����S3�����趨�� ����SINUMERIK840DӦ����MPI��Multiple Point Interface������������������Ϊ187.5k/�룬OP��ԪΪ������߹��ɵ������е�һ���ڵ㡣Ϊ����˻�������Ч�ʣ�����OPI��Operator PanelInterface�����ߣ����Ĵ�������Ϊ1.5M/�롣  2.���ؼ�������Ԫ 2.���ؼ�������Ԫ a.NCU���ص�Ԫ SINUMERIK840D�����ص�Ԫ����ΪNCU��Numenrical Controlunit����Ԫ��������Ƶ�Ԫ,����NC���еĹ���,������������,���к�MMC��ͨѶ ����һ��COM CPU��. һ��PLC CPU���һ��DRIVE�����. ����ѡ��Ӳ����CPUоƬ�Ⱥ������õIJ�ͬ��NCU��ΪNCU561.2,NCU571.2, NCU572.2,NCU573.2(12��)��NCU573.2(31��)�������֣�ͬ����NCU��Ԫ��Ҳ����SINUMERIK840D����CPU��SIMATIC PLC CPUоƬ��������Ӧ������������PLC�������������Ҵ���MPI��Profibus��ڣ�RS232��ڣ����ּ������ӿڣ�PCMCIA����۵ȣ�����ͬ����NCU��Ԫ�ܱ������е�����ģ������������Ҳࡣ b���������� �����ŷ����˶����Ƶ�ִ�в���,��611D�ŷ�������1FT6(1FK6)������ SINUMERIK840D���õ�����һ�㶼����SIMODRIVE611D.�����������֣���Դģ��+����ģ�飨����ģ�飩�� ��Դģ�飺��ҪΪNC������װ���ṩ���ƺͶ�����Դ������ĸ�ߵ�ѹ��ͬʱ����Դ��ģ��״̬������������ͬ����С��15KW����������װ�ã���ΪU/E��Դģ�飻������15KW���������װ�ã���ΪI/RF��Դģ�飬ͨ��ģ���ϵĶ����Ż��ǿ�ʶ�� 611D��������:����һ�����ֿ������������Ľ�������������Ϊ˫��ģ��͵���ģ�����֣���Ӧ�Ľ����ŷ�����ɲ���1FT6����1FK6ϵ�У��������ź�Ϊ1Vpp���Ҳ�����ʵ��ȫ�ջ����ơ������ŷ����Ϊ1PH7ϵ�С� c.PLCģ�� SINUMERIK810D/840Dϵͳ��PLC����ʹ�õ���������SIMATIC S7-300��������ģ�飬��ͬһ�������ϴ���������Ϊ��Դģ�飨Power Supply�����ӿ�ģ�飨Interface Module�����ź�ģ�飨Signal Module������CPU��NC��CPU�Ǽ�����CCU��NCU�еġ� ��Դģ�飨PS����ΪPLC��NC�ṩ��Դ��+24V��+5V�� �ӿ�ģ�飨IM�������ڼ�֮�以���ġ� �ź�ģ�飨SM��ʹ�������PLC����/�����ģ�飬�������ͺ���������֡� ����Ӳ���Ľӿ� 1.840Dϵͳ�Ľӿ�  840Dϵͳ��MMC��HHU��MCP��ͨ��һ��MPI���¹���NCU���棬MPI��������PLC��һ�����ͨѶЭ�飬�����Э����п����ԣ���OPI��840Dϵͳ���NC���ֵIJ�����һ�������ͨѶЭ�飬��MPI��һ�������������п����ԣ����ȴ�ͳ��MPIͨѶ�ٶ�Ҫ�죬MPI��ͨѶ�ٶ���187.5K�����ʣ���OPI��1.5M�� NCU�������һ��OPI�˿��⣬����һ��MPI��һ��Profibus�ӿڣ�Profibus�ӿڿ��Խ����еľ���ProfibusͨѶ�������豸��Profibus��ͨѶ���º�MPI�ĵ���һ��������һ��˫о�����ε��¡� ��MPI��OPI��Profibus��ͨѶ�������˶�Ҫ���ն˵��裬��ֵ��220ŷ���������Ҫ�����µĺû������������NCU�˴����ķ�ǣ���A��B����ĵ��裬���������Ӧ��Ϊ110ŷ�� 2��611ϵ�������������ӿ� 611ϵ�е������ֳ�ģ��611A������611D��ͨ����611U������ģ�黯�ṹ����Ҫ�����¼���ģ����ɣ� a.��Դģ�飺��Դģ�����ṩ����������ϵͳ�ĵ�Դ������ά��ϵͳ���������������������ģ���õ�600Vֱ����ѹ������ֱ����ѹ���Ʒ�ʽ�����ַ�Ϊ�������Ƶ�UEģ��ͱջ����Ƶ�I/Rģ�飬UEģ��û�е�Դ�Ļ���ϵͳ����ֱ����ѹ����ʱΪ570V���ң������ƶ�������ʱ����ѹ�ɸߴ�640�����I/Rģ��ĵ�ѹһֱά����600V���� �� b.����ģ�飺����ģ��ʵ�ֶ��ŷ�����ٶȻ��͵������ıջ����ƹ���ģ�飬���ŷ�����ṩƵ�ʺ͵�ѹ�ɱ�Ľ�����Դ���ģ�飬��Ҫ�ǶԵ�Դģ�����繩�������IJ��䡣�˲�ģ��Ե�Դ�����˲����á��翹�Ե�ѹ��ƽ�����á�  611��Դģ��Ľӿ��ź� 611ģ��Ľӿ��ź������¼��飺 ��1����Դ�ӿ� U1 V1 W1 �����ƻ�·���������˿� X181 ������Դ������˿ڣ�ʹ��ʱ����������Դ�̽ӣ��е�ϵͳΪ���û����ڶϵ������������������һ��ʱ�䣬��600V�ĵ�ѹ������P500 M500���Ӷ̽ӣ���������600V��ѹ�������Ϸŵ���ϣ�����ά���������ư����������һ��ʱ�䡣P600M600��600Vֱ����ѹ������ӡ� ��2�����ƽӿ� 64����ʹ�����룬���ź�ͬʱ���������ӵ�ģ����Ч�����ź�ȡ��ʱ�����е�����ٶȸ�����ѹΪ�㣬����***��ļ��ٶ�ͣ�����ӳ�һ����ʱ���ȡ������ʹ��63����ʹ�����룬���ź�ͬʱ���������ӵ�ģ����Ч�����ź�ȡ��������56����ĵ�Դȡ�������������˶�����ʽͣ���� 48 ����·�̵��������źŶϿ�ʱ�������ƻ�·��Դ���̵����Ͽ��� 112���Ի����ʽ�����ź�һ�����ڴ����ߵĵ����У�һ������ӵ�ϵͳ��24V�ϡ� X121 ģ�������źź�ģ��Ĺ����źš������ź���ģ��IJ��뿪�ص������йأ���S1.2=ONʱ��ģ���й���ʱ�������ź�ȡ������S1.2=OFFʱ��ģ���й��Ϻ�ʹ��(63,64)�ź�ȡ��ʱ������ȡ�������źţ�����ڸ�����ģ���ʱ��Ҫ���ģ�鶥���IJ��뿪�ص����ã�����ģ����ܻṤ�������������е�ģ����غ����ӵĵ�����ȶ��ᴥ�����ȱ�������� NS1/NS2 ���̵����պ�ʹ�ܣ�ֻ�и��ź�Ϊ�ߵ�ƽʱ�����̵����ſ��ܵõ硣���źų����������̵����պϵ����������� AS1/AS2 ���̵���״̬�����źŷ�ӳ���̵����ıպ�״̬�����̵����պ�ʱΪ�ߵ�ƽ�� 9/19/R 9��24V�����ѹ��19��24V�ĵأ�RΪģ��ı�����λ�źš� ��3�����������ӿ� X351 �豸���� ��Ϊ�������ӵ�ģ�鹩���á� X141 ��ѹ�����ӣ�����Ϻ�������;�á� ?7�� P24 ����24V ?45��P15����15V ?44��N15����15V ?10��N24����24V ?15��M��0V ��Դģ��������6��ָʾ�ƣ��ֱ�ָʾģ��Ĺ��Ϻ���״̬��һ������������̵�����ʾʹ���źŶ�ʧ(63��64)���Ƶ�����ʾģ�������źţ���ʱ600Vֱ����ѹ�Ѿ��ﵽϵͳ��������������ֵ�� ��Դģ������������ʹ�������� 48��112��63��64�Ӹߵ�ƽ��NS1��NS2�̽ӣ���ʾΪһ���Ƶ����������ƶ�������ֱ��ĸ�ߵ�ѹӦ��600V���ҡ� 3��611��������ģ��ӿ��ź� ��1��611D��������ģ��ӿ��ź� �豸��840D���ػ��� ���ϣ�840D����ϵͳӲ����������ѭ�������Ҳ��������ļ� 1.���Ӳ�̣�ʹ���ƶ�Ӳ�̺У����Զ�ȡ���ļ���
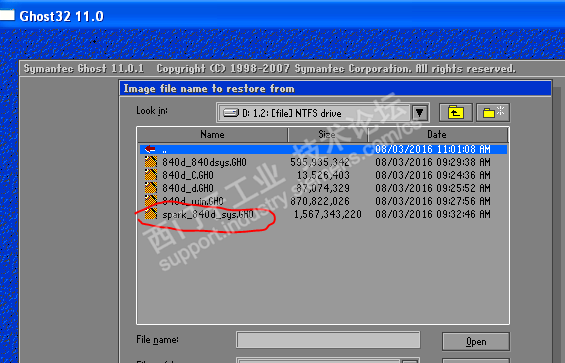
2.ʹ��GHOST��������winxpϵͳ�¶�Ӳ���������ļ���ѡ��DISK to image 3. ѡ�ݵ�·������840D�ļ����¡�
4.���µ�Ӳ��װ���ƶ�Ӳ�̺��ϣ��ָ�SPARK_840D_SYS.GHO�������ϣ� 6.���ֳ��ѵ����ϵľ����ļ��ָ����ɵ�����ȥ�ԣ�����Ǿɵ�װ��ȥҲ���ˣ��ֲ���˼�⡣ 7.��������840D��������ʱ������������GHOSTϵͳ�������ҲŲ������õ���������ָ��ġ� 8.�豸���������������ˣ���Ҫȥ�����������ˣ��DZ߱�Ƶ��A033ż����������ȥ�ޣ�æѽ�� 611D����ģ��������ϵͳ��Ҫ��ͨ��һ��������������������û��̫��Ľӿ��źš� X431��������ʹ�ܣ����ź�Ϊ�͵�ƽʱ������ĵ�Դ������һ������ź�ֱ���� 24V�̽� X432��BERO ���ӣ��ýӿ�����BERO�����źŵ�����ڡ� X34��X35ģ������ڣ�����������ģ��ڣ�X1��X2 ������ģ����ϲ����ã���������������һЩ������������ת�٣���ѹ�͵����Ȳ�����ת����0��5V��ģ���ѹ��������������źſ���ͨ������ϵͳѡ��Irģ�����7���ǹ̶�������R��ĵ�����ģ��ֵ�� X411������������ӿڣ��������ı������źţ����е�����������裬���е������������ֵ��ͨ���ò�����13��25�����룬�����������ڳ�����Ϊ580ŷ��155��ʱ����1200ŷ����ʱ���ư�ضϵ����Դ������������ȱ�����(1PH7����¶ȼ���ź�����ͬ1FT6/1FK6���) X411��ֱ�Ӳ���ϵͳ����ڣ�����ֱ��λ�ò����źţ�һ��Ϊ�����ҵ�ѹ�ź� * 611D�Ŀ��ư���ٶȻ��͵������IJ���������NCK���棬�ʸ������ư����Ҫ�������ò����� ��2��611A����ģ��ӿ��ź� 611A����ģ����1FT5��������ŷ���������������ٶȻ��͵������Ŀ��ƣ����ٶȻ��͵������IJ����������ڿ��ư��ϣ��ʸ����ð�Ҫע����������á��ӿ��ź����£� X311�� ��������ӿڣ�������ٶ�ʵ��ֵ�͵������������ֵ��ͨ�������뵽�� �ư��1FT5������ٶȼ����ͨ��һ�����ٷ������ʵ�ֵģ������ת�ӵ�λ����ͨ��18������Ԫ�������ġ�����ڵ���������ֵ��ͨ���ò�����11��12���ź�����, �ڳ�����С��250ŷ��������ڲ��¶ȴﵽ155��ʱ�����Լ��1000ŷ�����ư���ʱ�ضϵ�Դ�������������źš� X321���趨���ӣ��ٶȵĸ���ֵͨ���ö��ӵ�56��14���룬һ������������ֵ������0��10V�ĵ�ѹ�� X331��ʹ�ܶ��ӣ���Ӧģ���ʹ���ź����룬663������ʹ�ܣ����Դģ���63���ò�ֻ࣬�����������ڵ�������ģ�顣65�ǿ���ʹ�ܣ�����������NC������źŵĿ���ʹ�������� X341�� ģ��״̬����ӿڣ����ģ���״̬��Ϣ����ģ�������źţ������ȡ�
|
������s7-300ģ�������
ͨ�� PROFINET �� PROFIBUS-DP��ʹ��һ̨ SIMATIC S7-300/400 ������ SINAMICS G120 ��Ƶ����
PLC ��ȡ��д���Ƶ���Ĺ������� (�����ֺ�ת���趨���Լ�״̬�ֺ�ʵ��ת��) �ͱ�Ƶ���IJ��� (б������ʱ���б���½�ʱ��)��
��һ���������ʾ��Ƶ���ĵ�ǰ���Ϻͱ�������ʾ���ź��������� �����⣬��Ҫ�Ա�Ƶ�����ϻ������еĵ�ǰ��Ϣ����ȷ����Ϣ���п��ӻ���ʾ��

�������
���������ͨ�� SINAMICS G120 ���Ƶ�Ԫ CU240x-2 (�� CU240E-2 DP �� CU240E-2 PN) �ʹ��� PROFIBUS �ӿڵ� S7-300/400 CPU (�� CPU 315-2 DP/PN) ����� ����Ӧ��ʵ���������ĵ��н��������蹦�ܵı�Ҫ�������úͱ�̡�
����
|
PROFINET |
PROFIBUS |
||
| �ĵ� |
")
|
|
|
| STEP 7 ��Ŀ | STEP 7 V13 UPD2 |
")
|
|
|
STARTER ��Ŀ (Starter V4.3.1) |
|
|
|
��ȫ��Ϣ
�������ṩ�˾��й�ҵ��ȫ���ܵIJ�Ʒ������������ʵ�ֹ�������������������豸��/������İ�ȫ���С���Щ������������ҵ��ȫ���Ƶ���Ҫ��ɲ��� ���м��ڴˣ������Ӳ��϶Բ�Ʒ
��Դ������S7-300��������Դ������S7-300��������Դ������S7-300������

























 5.�ָ���װ�������ϲ��Ծ�Ȼ������ϵͳ�ˣ�����˼�⣬�����ְѾɵ�װ��ȥ��������Dz��ã�������������
5.�ָ���װ�������ϲ��Ծ�Ȼ������ϵͳ�ˣ�����˼�⣬�����ְѾɵ�װ��ȥ��������Dz��ã�������������