商铺名称:河南豫工机械有限公司
联系人:盛女士(小姐)
联系手机:
固定电话:
企业邮箱:424276925@qq.com
联系地址:郑州市二七区京广南路8号京莎广场B座南塔26F/27F
邮编:450000
联系我时,请说是在线缆网上看到的,谢谢!
南充市钢管焊管机施工视频豫工欢迎您潍坊市钢管碰焊机哪里有技术过硬
周围300土方采用人工清理,然后用挖机带走。 基坑开挖施工至基础底板标高时,在24小时内必须完成素砼垫层,垫层延伸至围护结构边,在前一块完成土方后开挖及垫层施工后,才能进行下一块相邻区块的土方开挖。 3、车辆行车及机械配备 车辆行车主要经过地下车库及4#楼上部区域内场地,铺设临时道路,从东向西边挖边退。车辆远离围护疆构边行走。配置3台挖掘机及30辆自卸车,视天气及交通情况增减机械。 三、组织、协调管理及工期 1、开挖由项目经理直接负责,控制好人员、机械,确保开挖工序的稳步进行,施工员做好测量放线,控制好边坡的稳定,由专职安全员组织人员及时检查安全情况,边坡稳定情况由专业检测单位全天候检测,并及时上报检测数据。 2、现场协调由施工负责人负责,主要协调土方开挖和井点降水及土钉墙的施工。 3、工期:Ⅰ#、Ⅱ#、Ⅲ#、区块土方开挖计划20天,Ⅳ#区块计划8天。 基坑开挖进度计划表地块计划进度 123456789012345678901234567890 ⅠⅡ Ⅲ Ⅳ 四、应急措施及注意事项 1、应急措施 在基坑开挖期间,设专人检查基坑稳定,发现问题及时能报有关施工负责人员,便于及时处理。 在施工中如发现局部边坡位移较大,须立即停止开挖,能知围护单位做好加固或加密锚杆处理,进行边坡喷砼,待稳定后继续开挖。 如施工过程中发现水量过大,及时增设井点处理。 2、注意事项 坑边不准堆积弃土,不准堆放建筑材料、存放机械、水泥罐及行车。基坑边外部荷载不得大于15kpa. 坑边不得有常流水,防止渗水进入基坑及冲刷边坡,降低边坡稳定。 五、基坑四周的安全围护 采用48钢管连接做护栏,立杆打入土层中深600以上,基脚用素砼浇实,间距2000,高1200,上下用涂有黄黑色漆的钢管连接,并用密目网封闭。 六、安全文明施工 1、操作安全技术措施 ①现场施工人员必须进行技术交底,并持证作业,挂牌负责,定机定人操作。 ②所有进场机械必须进行严格的检查,保证机械设备完好。 ③夜间施工配备足够照明,主要通道不留氓点。 ④加强基坑监测,发现问题及时能报各施工方,并会同维护单位做好应急处理。 2、文明施工措施 ①施工场地进出口设置专门车辆冲洗及沉淀系统,派专人冲洗,严禁出场车辆带泥及污染物上市政道路。 ②努力降低施工噪音对周边环境的影响。

机器特点:气动自动夹具 焊枪自动摇摆 每分钟焊接一根钢管。
钢管焊管机是我公司生产的一款自动化点焊对焊弧焊设备,配套设备为二宝焊机,主要适用于建筑脚手架对焊对接,普通钢管碰碰焊机,管材焊接设备。iderzhangerfeng
运用对焊机应当:1.对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并列装置时,其互相间距不得小于3mm并应分离差别相位的电网上,且分离设备断路器2.焊接前,应检查并确认;对焊机的压力机构应灵巧,夹具应稳固,气压、液压系统不得有泄露3.焊接前,应依据所焊接钢管的截面调剂二次电压,不得焊接超越对焊机划定直径的钢管,4.断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度不得超越40°,排水量应依据温度调理。5焊接较长钢管时,应设置托架。6.闪光区应设挡板,与焊接无关的职员不得入内。7冬期施焊时,温度不应低于8,工作后,应放机内冷却水。
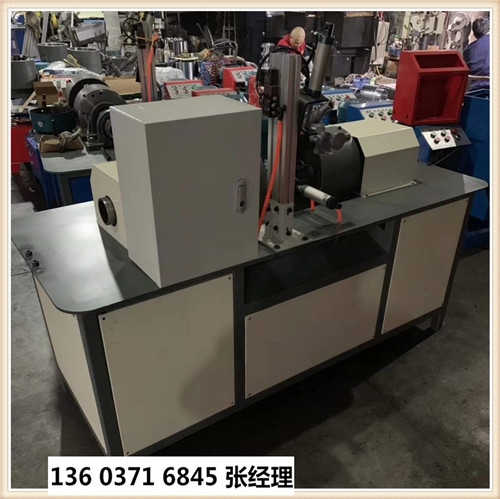
设备外形尺寸:1700*700*700mm
设备整体重量:280kg
使用电压:380v/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管方式:全自动焊接
控制方式:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:315A-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 极MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊等离子焊等焊接电源组成一套环缝自动焊接系统。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。

性能特点
床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形;
回转机头采用直流电机或交流变频电机驱动,速度稳定可靠;
主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
尾座可采用气动或手动顶紧方式,端部可根据工件形式的不同选用不同的焊装夹具或活动顶尖;
尾座可在床身导轨上滑动,可调整机头尾座的距离以适应不同长度的工件;
焊枪机构可根据工件焊接位置的不同,沿导轨方向移动到相应位置;
焊枪手动三维调节机构和旋转机构可满足焊枪精确对准焊接位置时的微动调整需要;
焊枪气动升降机构和尾座气动顶紧机构可满足自动焊接和自动装夹的要求,提高生产效率;
根据工件焊接的要求,可选配气动升降托架,焊缝跟踪装置、焊接摆动器;
采用PLC可编程控制器作为主控单元,工业用触摸屏操作界面,自动化程度高,焊接质量稳定可靠;
可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接。

随着建设规模的扩大,建设速度加快,市场越来越开放,竞争越来越激烈,工程造价相对较低,由于受劳动力缺乏等原因,造成施工成本加高,施工质量出现不同程度的下滑。近年,施工过程管理被引起高度重视,施工过程控制方法也不断优化和更新。桥梁是高速公路建设的重要组成部分,桥梁工程质量的好坏直接关系到成桥的使用效果,进而会影响到整条高速公路的建设质量。
找矿模式就是为达到上述要求而设计出来的图式,能够反映科学的找矿过程,能够说明勘查方法与勘查程序符合勘查区域的地质特点,能够确保这些勘查程序比其它的更为有效,具更低的投资风险。