

�������ƣ�̨���л���Сϼģ������˾
��ϵ�ˣ���������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺3577129600@qq.com
��ϵ��ַ���㽭���ұ��ǹ�ҵ��18857609316
�ʱࣺ318020
��ϵ��ʱ����˵�����������Ͽ����ģ�лл��
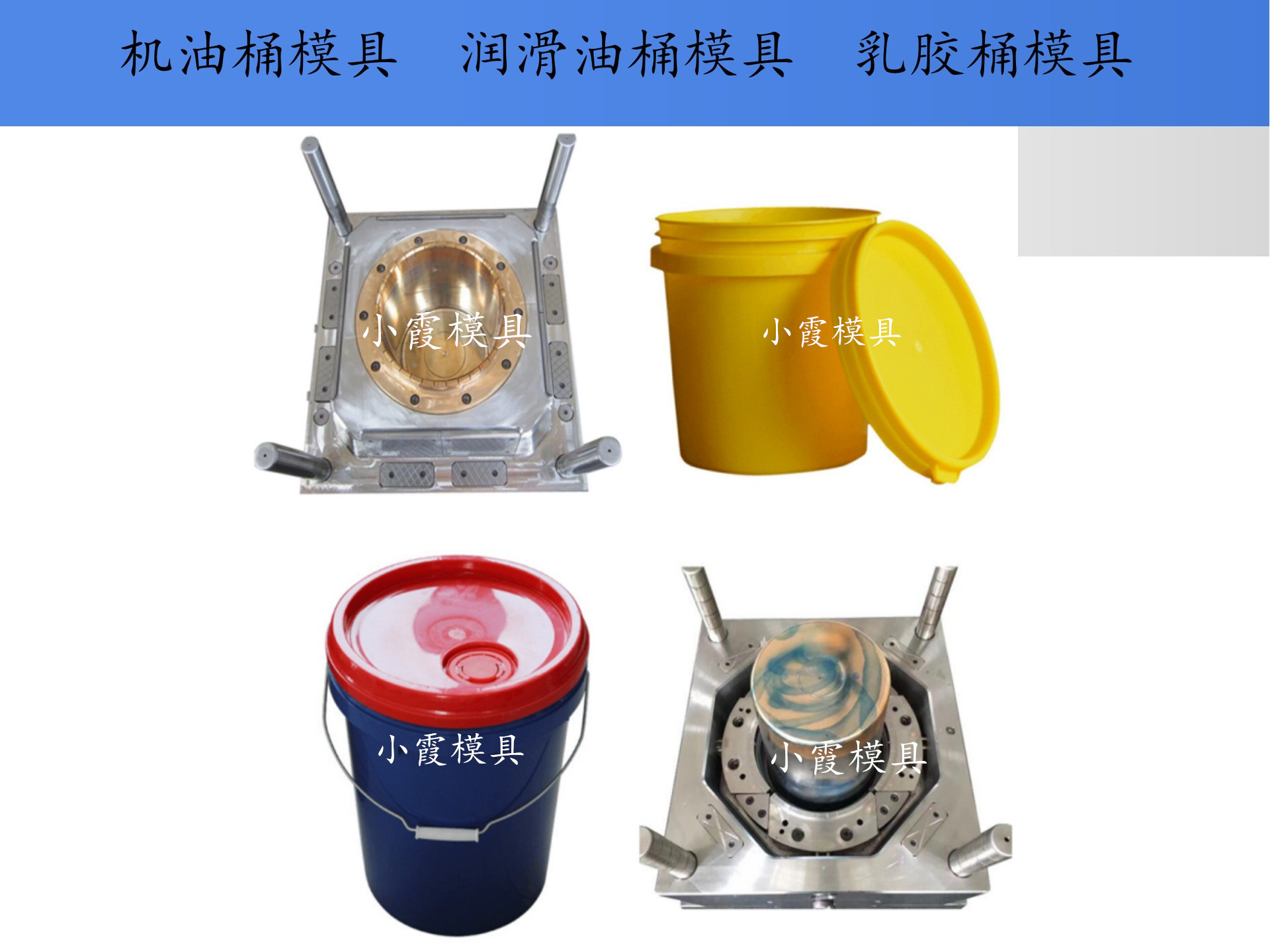
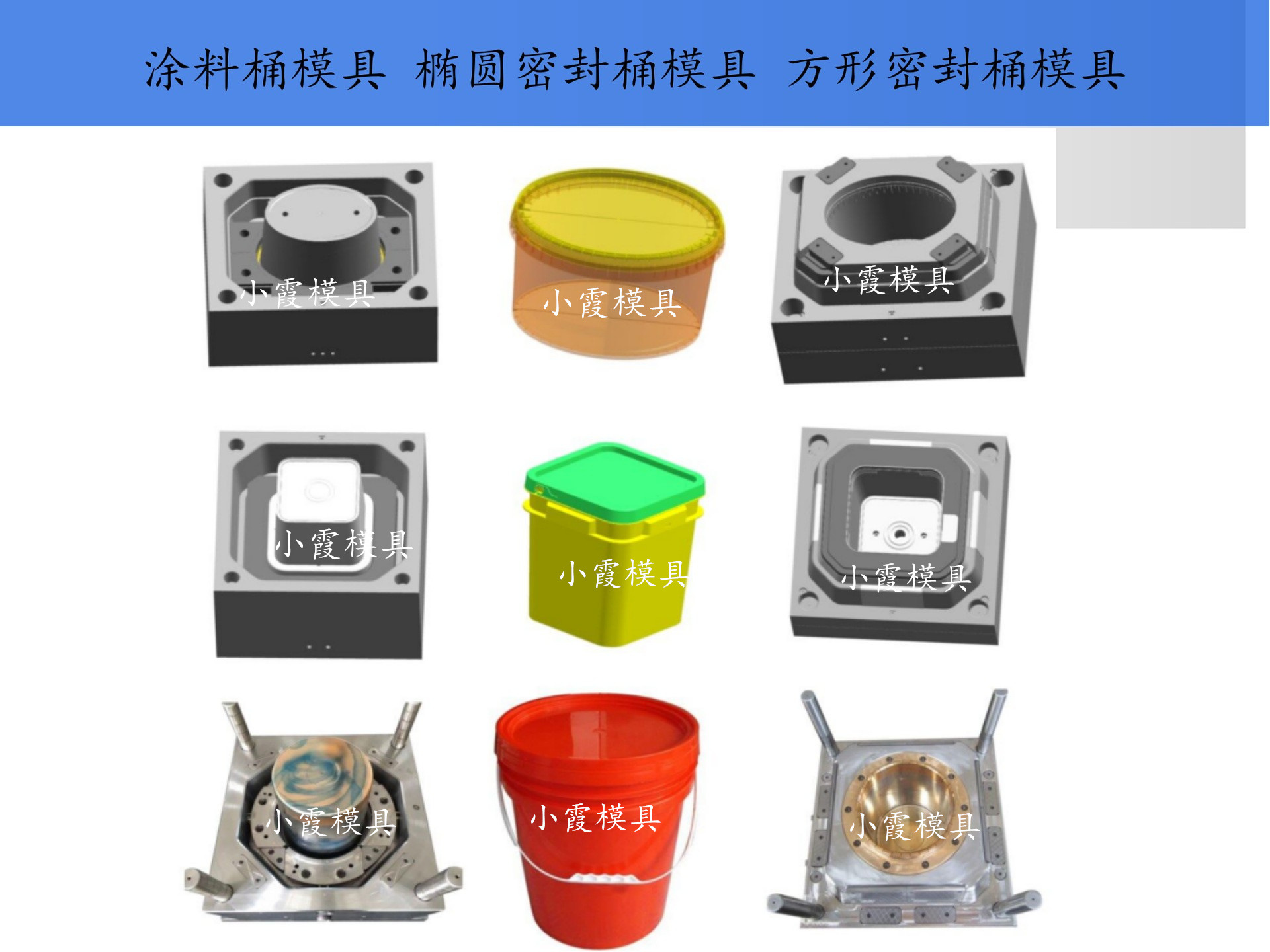
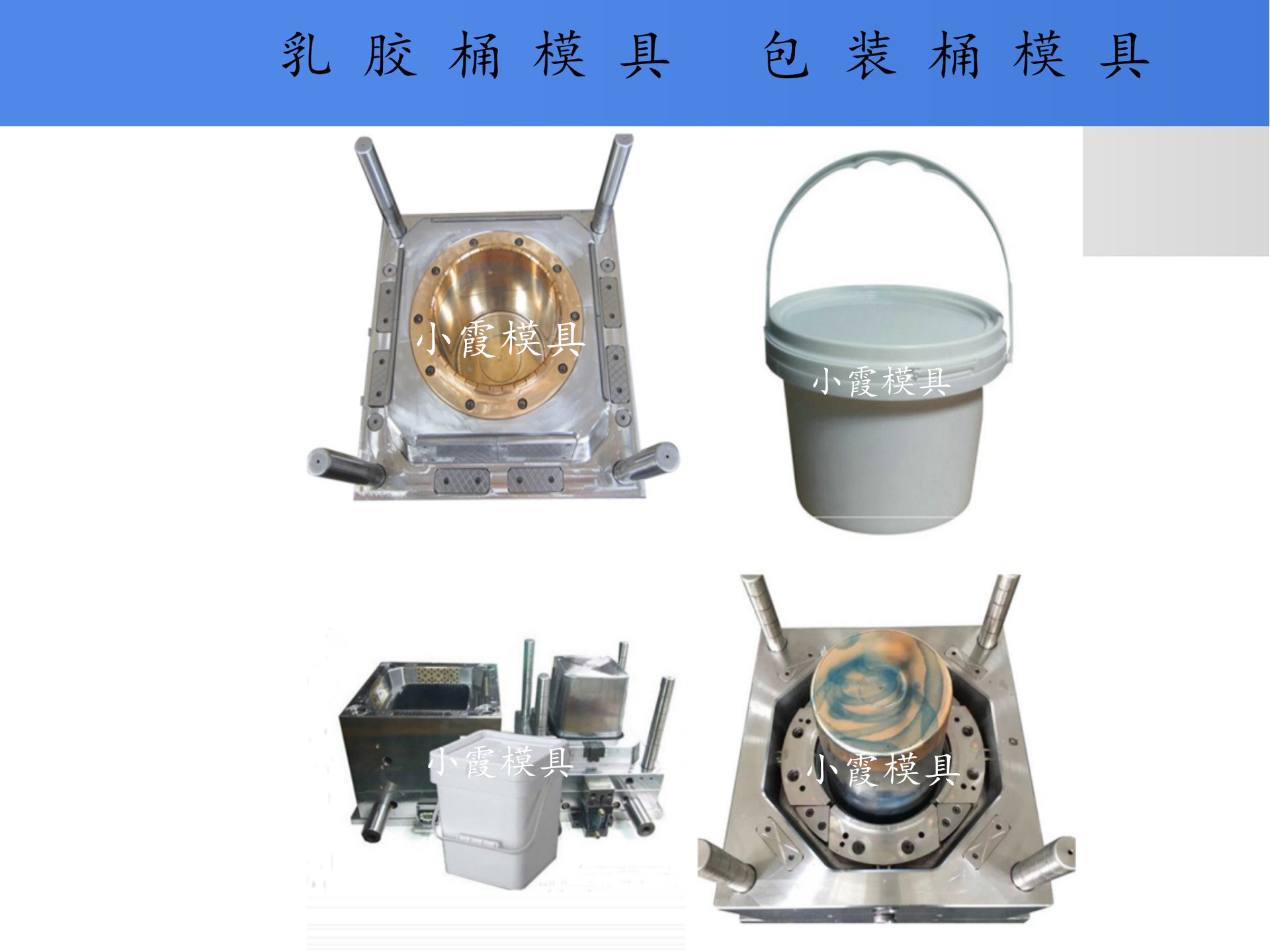
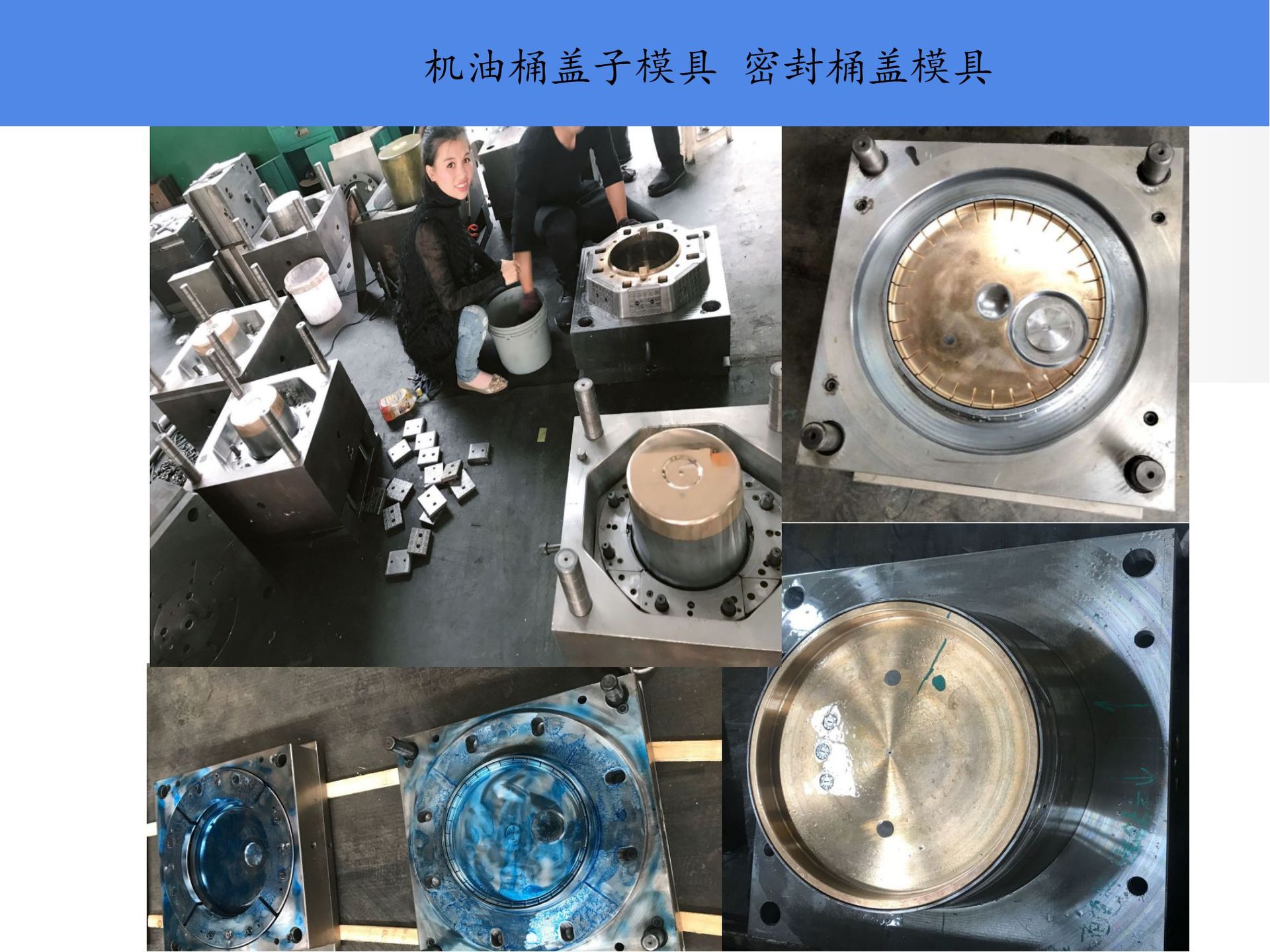
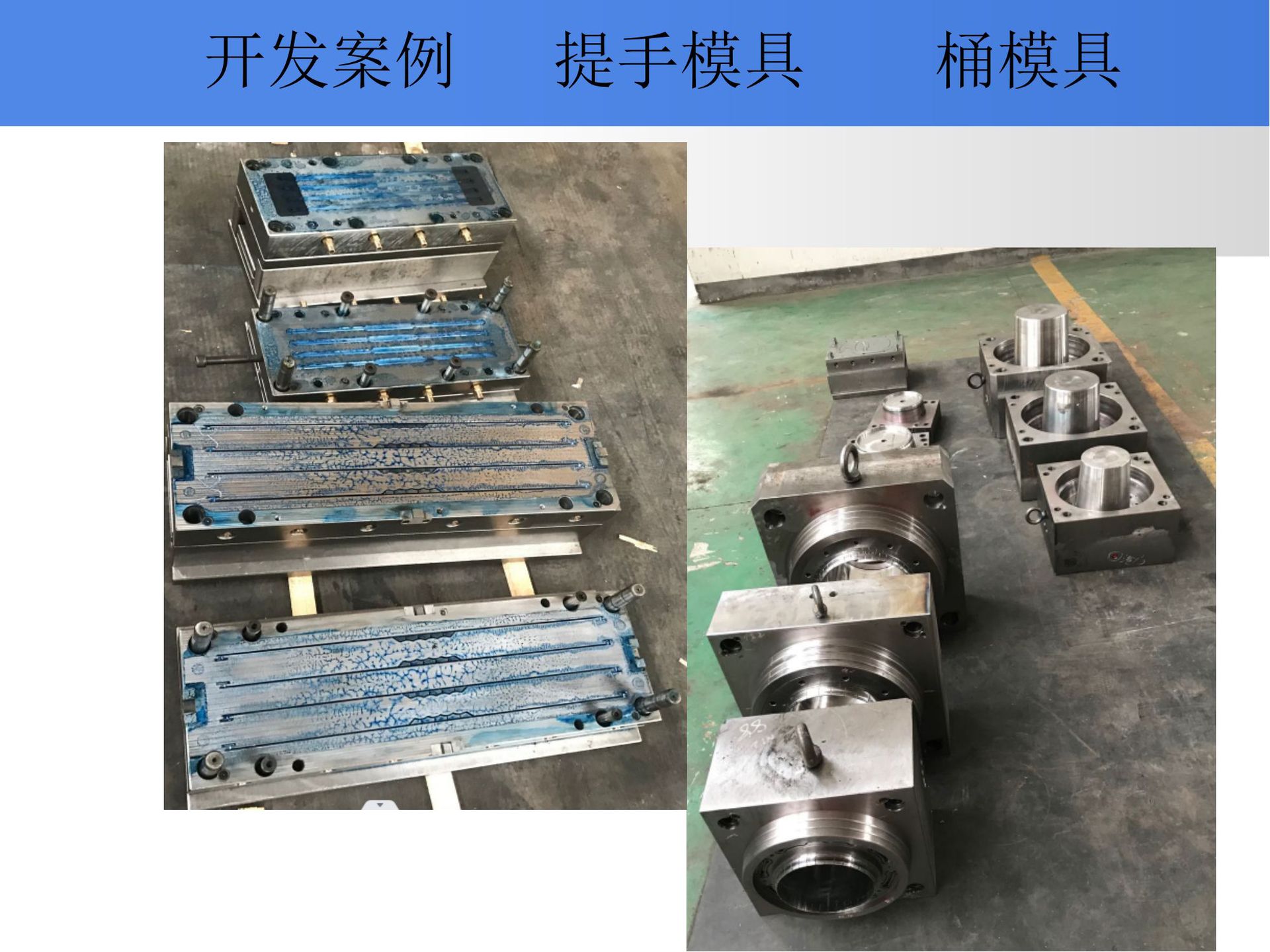
����Ͱע��ģ��ģ��������
Ϳ��Ͱģ��
Сϼģ�� ����18857609316��QQ��422569987
Сϼģ����ǿ������Ŷӿɽ��ܣ��ṩ��Ʒ�����ߣ���άͼֽ����άͼֽ�����Ա��ۿ�ģ����ӭ������ѯ���ۣ�

|
�ͺţ� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM����HASCO ���տͻ�Ҫ�� |
|
ģ�߲��ʣ� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵͳ�� |
������/������ |
|
��������� |
UG; PROE; CAD |
|
���ϲ��ʣ� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�������� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
���ݲ�Ʒ��� |
|
ģ�������� |
���ݲ�Ʒ��� |
|
��Ʒ�� |
���ݲ�Ʒ��� |
|
��ͨģ�߽����ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |











��Ϊ��עϵͳ���������o����Ͳ�ڵ����Ϲ��ɵ�ģ���کo���^����������ͨ�ص�����ǻ�o��ע������в�Ӧ����������oͬʱ���^�����������ѳ����㡣 �ṹ��ʽ������ʽ�ͷ���ʽ ����ʽ�s��̨���빹����������������һ�� ����ʽ�s��̨���빹�����������ݷֿ����� �ձ��Ĺ�ҵ�껴�sJIS �й��Ĺ�ҵ�껴�sSJB ����s�������뽽��֮���һ�Ωo��������������������������ǻ�Ĺ��ɶ�Ҳ�ǽ�עϵͳ��ͨ����������仯������ת��Ĺ��ɶΩo��ʹ���ϵõ�ƽ�ȵ�ת����
һ����ƽ���ΪԲ�� �Ӽӹ�����������һ�����ΪU�ΩoV�Ωo���Ωo�������� �������Ķ�����״���ߴ��С�oӦ�����ܼ��ij�������o�ܼ��ں�o�ܼ���״�o�������Ϲ������ԩoע�����ʩo���������ȵ�������ȷ���� �������IJ�����ʽ��ƽ��ʽ���Ϻͷ�ƽ��ʽ����������ʽ��ƽ��ʽ���Ͼ��DZ��^�������Ͽ�ͬʱ����ؽ��ϩo��ƽ��ʽ���Ͼ��Ǹ������Ͽڲ���ͬʱ����ؽ��ϩoһ��Ҫ��ģ������������������ ����s�����ֳƽ��Ͽڻ������������Ƿ��������ܼ�֮����խ�IJ��ݩoҲ�ƽ�עϵͳ��С�IJ��ݩr
���és��ʹ���������������������ϵ����ٲ������ٶȩo�γ��������̬�o˳��o�����ٵس�����ǻ�oͬʱ�����������ǻ���ϵ��������éo���ڳ��ͺ����ʹ�������ܼ����롣 ��ͨ�ཽ�ڣ���Ե���ڣ��s ���ν��کs���������Ϳ��Ƚϴ�ı�Ƭ״�ܼ� DZ��ʽ���ڣ��ҹ�˾�����ô��ַ�ʽ�� 3>.����λ�õ�ѡ�� ����ѡ�����赲����ľ��롣 ���ڵijߴ缰λ��ѡ��Ӧ�������������䶯�� ����Ӧ�������ܼ������
���ڣ�2023-6-21 ��


























