")
商铺名称:局用通信电缆天津电缆一厂
联系人:范蕊(小姐)
联系手机:
固定电话:
企业邮箱:595457041@qq.com
联系地址:河北廊坊毕演马工业区甲一号
邮编:65900
联系我时,请说是在线缆网上看到的,谢谢!
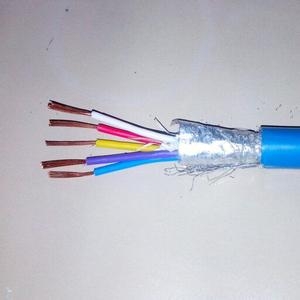
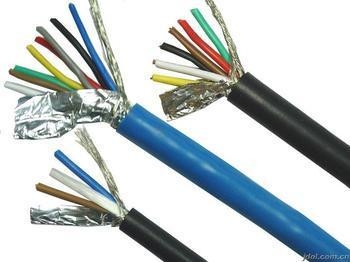
 kcyvr4*1.5是什么电缆yvr是什么电缆yvr是聚氯乙烯绝缘软电缆。是通信电缆的一种。R是软线的意思;Y聚乙烯V聚氯乙烯塑料绝缘。YVR电缆应用十分广泛:可以适用于控制信号之间的传输。kcyvr是什么电缆kc应该是指导体材料铜镍22,y是聚氯乙烯;v是护套;R是软电缆。4×1.5电缆多粗RVVP4*1.5为铜芯聚氯乙烯绝缘屏蔽聚氯乙烯护套软电缆,额定电压为300V,
kcyvr4*1.5是什么电缆yvr是什么电缆yvr是聚氯乙烯绝缘软电缆。是通信电缆的一种。R是软线的意思;Y聚乙烯V聚氯乙烯塑料绝缘。YVR电缆应用十分广泛:可以适用于控制信号之间的传输。kcyvr是什么电缆kc应该是指导体材料铜镍22,y是聚氯乙烯;v是护套;R是软电缆。4×1.5电缆多粗RVVP4*1.5为铜芯聚氯乙烯绝缘屏蔽聚氯乙烯护套软电缆,额定电压为300V, KCYVR信号电缆交流电压1000V及以下的传输电能用,长期允许工作温度不超过90℃,KCYVR信号电缆用途,KCYVR信号电缆供交流电压1000V及以下的传输电能用。KCYVR信号电缆使用条件电缆线长期允许工作温度90℃。KCYVR信号电缆规格: 芯数×截面/mm2 单芯三芯四芯 - 3×2.5 3×2.5 1×1.5 1×4 3×4 3×4 1×2.5 1×6 3×6 3×6 1×4 1×10 3×10 3×10 1×6 1×16 3×16 3×16 1×6 1×25 3×25 3×25 1×6 1×35 3×35 3×35 1×6 1×50 - - 1×70改变偏置状态之后观察集电极电压的变化就可推出其电流的变化,进一步判断晶体管有无放大能力。这类放大电路不论有无信号,其工作点是不会变的,故此法具有可行性。方法是短路被测管的BE结,应出现:UBE=0V,IB=0,IC=0。UCE=VCC。UE0。即晶体管如同断路一般。但该方法不能用于直接耦合电路,因为该方法会引起电路工作失常。工作于饱和―放大状态的晶体管对于该种电路,无信号时是饱和状态,这是也可以采用短路BE结观察UC的变化情况。
KCYVR信号电缆交流电压1000V及以下的传输电能用,长期允许工作温度不超过90℃,KCYVR信号电缆用途,KCYVR信号电缆供交流电压1000V及以下的传输电能用。KCYVR信号电缆使用条件电缆线长期允许工作温度90℃。KCYVR信号电缆规格: 芯数×截面/mm2 单芯三芯四芯 - 3×2.5 3×2.5 1×1.5 1×4 3×4 3×4 1×2.5 1×6 3×6 3×6 1×4 1×10 3×10 3×10 1×6 1×16 3×16 3×16 1×6 1×25 3×25 3×25 1×6 1×35 3×35 3×35 1×6 1×50 - - 1×70改变偏置状态之后观察集电极电压的变化就可推出其电流的变化,进一步判断晶体管有无放大能力。这类放大电路不论有无信号,其工作点是不会变的,故此法具有可行性。方法是短路被测管的BE结,应出现:UBE=0V,IB=0,IC=0。UCE=VCC。UE0。即晶体管如同断路一般。但该方法不能用于直接耦合电路,因为该方法会引起电路工作失常。工作于饱和―放大状态的晶体管对于该种电路,无信号时是饱和状态,这是也可以采用短路BE结观察UC的变化情况。  KCYVR信号电缆绝缘材料:绝缘采用防水TXT;电缆的填充也采用防水电缆的护套采用防水TXT护套适用于潜水泵,煤矿,水下作业,水中景光灯等水处理设备,该产品采用高密度胶具有防水等功能。广西桂林平乐HYAP-53工艺10*2*0.6一览表2023已更新(今日/资讯)FX1N/FX2N/FX3U即可以作为主站,也可以作为远程设备站使用。此种通讯因为要加CC-LINK通讯模块,所以成本较高。在CC-LINK网络中还可以加入变频器伺服等符合CC-LINK规格的设备。N:N网络连接N:N网络连接连接图如下:1)通讯对象为FX1S、FX1N、FX1NFX2N、FX2NFX3U、FX3UC系列PLC之间。这些PLC多可以连接8台。在这个网络中可以通过由刷新范围决定的软元件在各PLC之间执行数据通讯,并行可以在所有的PLC中监控这些软元件。广西桂林平乐HYAP-53工艺10*2*0.6一览表2023已更新(今日/资讯)本人是搞弱电的,除了电机柜需要配铜排或者比较粗的电缆外都不怎么关注强电,但是又一次遇到一个工厂三相不平衡,零线带电,造成电机柜上的指示灯特别亮,于是乎去了解了一下工厂的供电系统TN-S,今天我们来聊聊工厂的供电是怎么供的,有不对的地方还望指正。说起TN-S很多人可能不太熟悉,但是我说三相五线制是不是忽然感觉很亲切了。我们知道三相五线制是3个相线加地线和零线,3相就是ABC三相,那么地线PE和零线N是怎么来的呢?我们都知道变电所过来的是三相电,经过变压器降压后才变成线电压380v。如此基准刀设置在的位置上。3准确定位的方式利用准确定位的方式进行刀具偏置数据测量。输入,部是系统在电动方式下,用基准刀进行工件外径切削处理。在此之后利用点动的方式将基准刀沿着Z轴退出,与此同时,测量北车表面外径大小,即为D1,并记录计算机屏幕显示的X轴坐标值。利用基准刀切削工件端面,在此之后使基准刀沿着X轴退出,同样记录北车表面外径大小L1和Z坐标值Z1。换用部件加工所需的刀,重复以上操作,在此之后屏幕上会显出该刀与基准刀的偏差值,即X、Z。
KCYVR信号电缆绝缘材料:绝缘采用防水TXT;电缆的填充也采用防水电缆的护套采用防水TXT护套适用于潜水泵,煤矿,水下作业,水中景光灯等水处理设备,该产品采用高密度胶具有防水等功能。广西桂林平乐HYAP-53工艺10*2*0.6一览表2023已更新(今日/资讯)FX1N/FX2N/FX3U即可以作为主站,也可以作为远程设备站使用。此种通讯因为要加CC-LINK通讯模块,所以成本较高。在CC-LINK网络中还可以加入变频器伺服等符合CC-LINK规格的设备。N:N网络连接N:N网络连接连接图如下:1)通讯对象为FX1S、FX1N、FX1NFX2N、FX2NFX3U、FX3UC系列PLC之间。这些PLC多可以连接8台。在这个网络中可以通过由刷新范围决定的软元件在各PLC之间执行数据通讯,并行可以在所有的PLC中监控这些软元件。广西桂林平乐HYAP-53工艺10*2*0.6一览表2023已更新(今日/资讯)本人是搞弱电的,除了电机柜需要配铜排或者比较粗的电缆外都不怎么关注强电,但是又一次遇到一个工厂三相不平衡,零线带电,造成电机柜上的指示灯特别亮,于是乎去了解了一下工厂的供电系统TN-S,今天我们来聊聊工厂的供电是怎么供的,有不对的地方还望指正。说起TN-S很多人可能不太熟悉,但是我说三相五线制是不是忽然感觉很亲切了。我们知道三相五线制是3个相线加地线和零线,3相就是ABC三相,那么地线PE和零线N是怎么来的呢?我们都知道变电所过来的是三相电,经过变压器降压后才变成线电压380v。如此基准刀设置在的位置上。3准确定位的方式利用准确定位的方式进行刀具偏置数据测量。输入,部是系统在电动方式下,用基准刀进行工件外径切削处理。在此之后利用点动的方式将基准刀沿着Z轴退出,与此同时,测量北车表面外径大小,即为D1,并记录计算机屏幕显示的X轴坐标值。利用基准刀切削工件端面,在此之后使基准刀沿着X轴退出,同样记录北车表面外径大小L1和Z坐标值Z1。换用部件加工所需的刀,重复以上操作,在此之后屏幕上会显出该刀与基准刀的偏差值,即X、Z。