

�������ƣ��Ͼ����ܾ��ܻ�е����˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺sales@nanjingln.com
��ϵ��ַ���Ͼ�����ϼ���o������7��1118��
�ʱࣺ210000
��ϵ��ʱ����˵�����������Ͽ����ģ�лл��
| Ʒ�� | ���� | �ͺ� | DK7735 | ����̨��ߴ� | 380*600 |
| ����̨�г̣�X*Y�� | 350*450 | Z���г� | 400 | ����и��� | 400��mm�� |
| �� | 6 | ������ | 300kg | �������� | 1440kg |
| ���ӹ��ٶ� | 90��mm/min�� | ���ӹ����� | 6��A�� | ����ֲڶ� | 2.5��um�� |
| �����ѹ | 380 | �缫˿ֱ����Χ | 0.13-0.18 | ����̨�������� | 300kg |
| �������� | �ֵ��� | �ӹ����� | 0.02 | ��˿�ٶ� | 11.5 |
| ����и�б��/������� | 400 | �ۺ���� | �ṩ��� |
�����ͺ� | DK7720 | DK7725 | DK7735 | DK7745 | DK7745F | DK7750 |
����̨�ߴ�mm | 280x420 | 340x500 | 630x390 | 730x490 | 860x490 | 860x600 |
����̨�г�mm | 200x250 | 250x320 | 350x450 | 450x550 | 450x630 | 500x630 |
�ܿ�� | 200 | 400 | 400 | 400 | 400 | 500 |
�ӹ��ȣ�ѡ�䣩 | 6°/80 | 6°-12°/80 | 6°-30°/80 | 6°-60°/80 | 6°-60°/80 | 6°-60°/80 |
����и��ٶ�mm2/min | ≥90 | |||||
��Ѽӹ���ֲڶ�μm | ≤2.5 | |||||
�缫˿ֱ��mm | Φ0.13-0.18 | |||||
�缫˿�����ٶ�m/s | 11.5 | |||||
����Һ | DX-1DX-4�Ϲ�-1 | |||||
�ӹ����� | ��GB7926-87�� | |||||
����̨�ƶ����嵱��mm | 0.001 | |||||
�����Դ | 50Hz.380V | |||||
����������KVA | <1.2 | |||||
�������kg | 100 | 200 | 300 | 450 | 450 | 800 |
��������kg | 800 | 1200 | 1350 | 1500 | 1600 | 2500 |
�������γߴ�mm | 1160x810x1300 | 1480x1010x1400 | 1660x1330x1440 | 1865x1520x1500 | 1865x1610x1500 | 2070x1770x1750 |

DK77ϵ������˿���и�ϵ�в�Ʒ����ص��ǶԱ��ӹ��Ľ�����������������Ҫ��,ԭ���Ϸ�������Ͼ��ɼӹ�,�糬Ӳ��Ӳ�ʺϽ𡢴�����;�粻���������Բ���;����ŸֵĴ��Բ���;����װ�еı������.
��Ҫ��;:
�ӹ�����ģ��:����ģ����ģ�ȵ�.
�ӹ�������ϡ����Բ��ϡ���������Բ��ϡ���Ӳ����.
�ӹ�������״���:���ȵ��������������.
�������и�����ɻ�е����������Һϵͳ������ɡ�
�����
���и������е�����ǻ������侫��ֱ��Ӱ�쵽�����Ĺ������ȣ�ҲӰ�쵽�������ܵij�ַ��ӡ���еϵͳ�ɻ������������깤��̨����˿�������ܻ������Ȼ�������ϵͳ����ɡ���������ͨ��Ϊ��ʽ�ṹ�����ṩ�������İ�װƽ̨���������������������ء����깤��̨ͨ����ʮ���ϰ塢�������졢˿���˶��������ִ��������Ȳ�����ɡ���Ҫ����缫˿֮�������˶�������ɶԹ����ļӹ�����˿�������ɴ�˿Ͳ���綯�������ָ�����������������װ�ú;�Ե���Ȳ�����ɣ��綯���ʹ�˿Ͳ��������ת�������������缫˿��һ�����ٶ��ƶ��������缫˿����������ڴ�˿Ͳ�ϡ��ֵܷ���������ʽ��˫��������ʽ������������ʽ�����±ۣ�һ���±��ǹ̶��ģ��ϱۿ������ƶ������ְ�װ�����ϣ�����֧�ŵ��˿���Ȼ����ɷ�ҡ��ʽ��ʮ���ϰ�ʽ�ṹ��ҡ��ʽ�����±�ͨ���ܸ�ת������ɣ�һ�����ڴ��Ȼ���ʮ���ϰ���ͨ���ƶ�ʹ�缫˿��������ɣ�һ��������С�Ȼ�����ϵͳ�����������ĥ�����еЧ�ʡ����Ṧ����ġ�������ȴ����ʴ������С����֮���á�
��������
�������ְ���������·�������Դ��������Դ�Ϳ���ϵͳ����ɡ�������·��Ҫ������˿�綯������Һ�õ����У�ʹ�缫˿�Թ����������и�����Դ�ṩ�缫˿�빤��֮��Ļŵ������������и����������ԴҲ��������·������������������ʷŴ��·����Դ��·��Ԥ�ŵ�·���������Ƶ�·��ɡ����ṩ��Դ��������������ר�õ�Դ������ʵ�ֶԲ�������Ŀ��ơ�����ϵͳ��Ҫ�ǿ��ƹ���̨�ϰ���˶����켣���ƣ��������Դ�ķŵ磨�ӹ����ƣ���
����Һϵͳ����
����Һϵͳһ���ɹ���Һ�䡢����Һ�á���Һ�ܡ���Һ�ܡ��������Ʒ����������ֻ����о����ɡ���Ҫ�����Ǽ��зŵ����������߷ŵ���������ȴ�缫˿�������ų���ʴ����ȡ�
�ӹ�ԭ��
��1�����и�——���ص�����и�ӹ��ļ�ơ�
��2������ԭ���������ƶ��Ľ���˿�����ߵ缫�����ڽ���˿������ͨ�������������������ŵ�ĸ�ʴ���öԹ��������и�ӹ��ġ�
��3�����������õ���˿�缫����ˣ�ֻ���������и�ӹ���
��4������ԭ����ͼ2��ʾ��
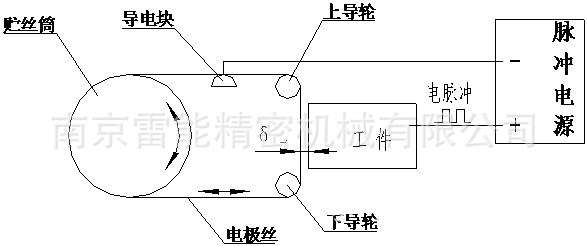
ͼ2 ���и�����ļӹ�ԭ��
1��������װ�� 2������˿�� 3�������� 4�����缫˿ 5�������� 6��������
7������Ե�� 8�������巢���� 9����Һѹ�� 10����ˮ�� 11�������Ʋ����綯��
��5�����������ߵ缫��ļ�϶���Ա������ѹ����ʱ������֮�伴�����ŵ���и����
��6��ͨ������װ��l������ָ����Ʋ����綯��11������X��Y���а��ƶ��ɼӹ����������������Ĺ�����
����ͱ��ޣ��˻����ʺ���һ��ά�����Ŀͻ���
һ�������ް�װ��
������Ʒ�����������һ�ꣻ
�������������г��Żݹ�Ӧ��































