商铺名称:周口市华锡合金科技有限公司
联系人:王经理(先生)
联系手机:
固定电话:
企业邮箱:bashihejin@126.com
联系地址:周口市川汇区华锡工业园1002号
邮编:466000
联系我时,请说是在线缆网上看到的,谢谢!
|
| |||||||||||||||||||||||||||||
|
摘要: 简单分析了引风机轴瓦工作表面磨损的原因和处理方法,实际应用中 损坏的巴氏合金 轴瓦经过焊接修复后 ,使用效果良好。 |
| |||||||||||||||||||||||||||||
|
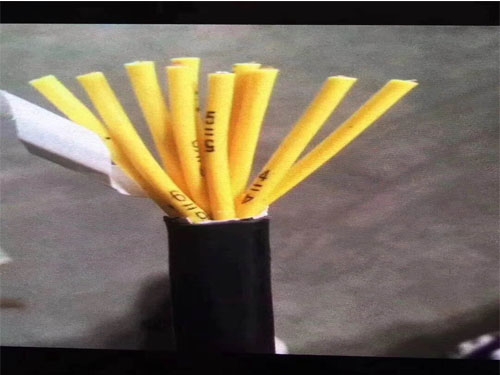
轴瓦的材料为巴氏合金,型号ZchSnSb11-6,是一种熔点很低(240℃)的软金属。选用的焊丝与轴瓦材料相同,利用氧乙炔焰做热源自行熔制而成(图1)。焊丝的具体长度由计算得出,用轴瓦上巴氏合金体积除以焊丝截面积,得出的数值再加上30%的余量。焊丝熔制后,用刮刀倒去棱角,除去表面氧化膜和渣孔,焊丝表面处理不能使用砂纸或砂轮。 | ||||||||||||||||||||||||||||||
|
2.2.2 轴瓦表面的处理 对于长期处于润滑油工况中的轴瓦,油分子已渗入机体,在焊接修复时,这些渗油的表面层阻碍金属间的熔合,故应做认真清理。 首先,应对已损坏的轴瓦做认真检查,确定焊接修复部位,在彻底清除轴瓦上的未熔化却已过热的部位之后,使用金属清洗剂对其表面氧化膜和油污做认真清洗。最后,再用刮刀将要修复部位的破损层刮去,在此基础上再刮去0.2~0.5mm 深(或刮至轴瓦铸铁层)。 2.3 轴瓦焊接修复过程 轴瓦表面处理之后,要将它 预 热至150~180℃ ,然后放置在电炉或烘炉上,保持温度以减缓其在焊接修复时的冷却速度,这时要注意防止已处理过的轴瓦表面再污染。 2.3.2 焊接修复工艺参数 选用的焊炬型号为H01-6,1号喷嘴;乙炔压力为0.02MPa。轴瓦壳体暴露部分清洗之后,应先在底层钎接(见图2)。钎剂选 30% 氯化锌溶液,钎接层厚0.5~1.0mm ,钎焊接温度为180~200℃ 。焊炬采用中性火焰,焊接速度5~8cm/min ,一次焊道宽8~10mm ,厚3~4mm ,施焊2~3层,焊接层间温度150~200℃。钎接完毕后,进行熔焊,要求 焊道表面略高于轴瓦原始表面。 |
| |||||||||||||||||||||||||||||
|
(2) 巴氏合金的熔点较低,底层钎接时,钎接温度不宜过高,否则非钎接部位的巴氏合金会产生过热或熔化。 表面检查,没有气孔、夹渣和未熔合为合格。 2.4 焊后处理 采用刮削方法恢复其原始尺寸,并使用假轴检查刮削的效果。 3 修复实例 巴氏合金轴瓦由于振动、磨损等原因导致损坏。损坏最严重的轴瓦损坏面达轴瓦全部面积的 1/3 ,且部分位置轴瓦与轴瓦壳体发生 剥离 (图 3) ,从而造成设备被迫停机,所以决定采用氧乙炔气焊对损坏的巴氏合金轴瓦进行修复。 |
| |||||||||||||||||||||||||||||
|
(4)使用角钢和焊炬进行熔焊(如图1),熔焊温度保持在180~200℃。每层焊道完成后,要进行重熔。并用直径5mm的紫铜丝搅动熔池,以促进气孔和熔渣上浮。重熔时,焊炬和焊丝摆动方法以及速度与焊接时相同。 4 修复注意事项 不管采用哪种方法修复的轴瓦,安装时都必须达到以下要求: |
| |||||||||||||||||||||||||||||
|
表1 轴瓦尺寸偏差 mm
|
| |||||||||||||||||||||||||||||
|
5 结论 (1)利用焊接法修复巴氏合金轴瓦,既节约了维修成本,又保障了设备正常运行。 |
| |||||||||||||||||||||||||||||
华锡长期和各客户联系,产品根据客户需要改进,技术力量雄厚,可根据需要生产各种配比的产品;曾邀请国内行业著名厂家共同探讨!产品技术达国内先进水平! 周口市华锡合金有限公司愿和各位商友携手共进,同走辉煌之路!华锡品牌合金的宗旨是:以质量求生存,以信誉求发展!在同等质量比价格,同等价格比质量!质优价廉,诚信经营! 欢迎新老客户惠顾!华锡品牌巴氏合金竭诚为您服务!
电话:0394-5739178
传真:0394-5739178
联 系 人:王志伟 手机:13938073147
企业网站: http://www.bashihejin.cn 公司地址:中国.周口市川汇区经济技术开发区 公司专业生产巴氏合金,锡基合金,轴承合金,锡锑合金,铅锡合金,巴氏合金轴瓦的著名厂家。