

商铺名称:河南豫工机械有限公司
联系人:盛女士(小姐)
联系手机:
固定电话:
企业邮箱:424276925@qq.com
联系地址:郑州市二七区京广南路8号京莎广场B座南塔26F/27F
邮编:450000
联系我时,请说是在线缆网上看到的,谢谢!
万宁市环缝自动焊机智能控制行业品牌武威市全自动焊管机效果参数豫工欢迎您
《建筑基坑支护技术规范》为了在建筑基坑支护设计、施工中做到安全适用、保护环境、技术先进、经济合理、确保质量,制定本规程。

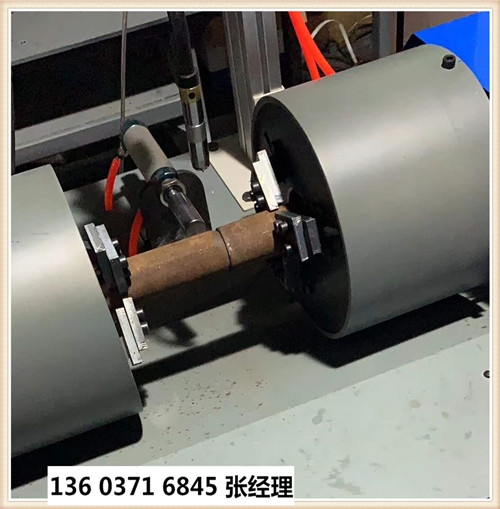
机器特点:气动自动夹具 焊枪自动摇摆 每分钟焊接一根钢管。
钢管焊管机是我公司生产的一款自动化点焊对焊弧焊设备,配套设备为二宝焊机,主要适用于建筑脚手架对焊对接,普通钢管碰碰焊机,管材焊接设备。iderzhangerfeng
运用对焊机应当:1.对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并列装置时,其互相间距不得小于3mm并应分离差别相位的电网上,且分离设备断路器2.焊接前,应检查并确认;对焊机的压力机构应灵巧,夹具应稳固,气压、液压系统不得有泄露3.焊接前,应依据所焊接钢管的截面调剂二次电压,不得焊接超越对焊机划定直径的钢管,4.断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度不得超越40°,排水量应依据温度调理。5焊接较长钢管时,应设置托架。6.闪光区应设挡板,与焊接无关的职员不得入内。7冬期施焊时,温度不应低于8,工作后,应放机内冷却水。

设备外形尺寸:1700*700*700mm
设备整体重量:280kg
使用电压:380v/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管方式:全自动焊接
控制方式:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:315A-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 极MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊等离子焊等焊接电源组成一套环缝自动焊接系统。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。
性能特点
床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形;
回转机头采用直流电机或交流变频电机驱动,速度稳定可靠;
主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
尾座可采用气动或手动顶紧方式,端部可根据工件形式的不同选用不同的焊装夹具或活动顶尖;
尾座可在床身导轨上滑动,可调整机头尾座的距离以适应不同长度的工件;
焊枪机构可根据工件焊接位置的不同,沿导轨方向移动到相应位置;
焊枪手动三维调节机构和旋转机构可满足焊枪精确对准焊接位置时的微动调整需要;
焊枪气动升降机构和尾座气动顶紧机构可满足自动焊接和自动装夹的要求,提高生产效率;
根据工件焊接的要求,可选配气动升降托架,焊缝跟踪装置、焊接摆动器;
采用PLC可编程控制器作为主控单元,工业用触摸屏操作界面,自动化程度高,焊接质量稳定可靠;
可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接。

无人驾驶振动压路机在自动碾压作业时的路径跟踪误差影响整体碾压作业质量的问题,提出了基于模糊算法的路径跟踪控制方法.建立了压路机整体运动学模型和液压动力转向系统模型,设计了基于预瞄的航向跟踪算法和模糊比例-积分-微分(PID)控制器来实现对自动碾压误差的控制.通过无人驾驶压路机路径跟踪控制模型的仿真和现场自动碾压试验对自动碾压控制性能的验证,
六、勘查技术及应用(一)勘查技术新进展1、遥感:形成了陆地卫星、SPOT卫星和雷达卫星等适合于不同目的的卫星遥感系统。


























