商铺名称:宁波宏途通信科技有限公司
联系人:丁吕(先生)
联系手机:
固定电话:
企业邮箱:496090701@qq.com
联系地址:慈溪市观海卫镇工业园
邮编:315315
联系我时,请说是在线缆网上看到的,谢谢!
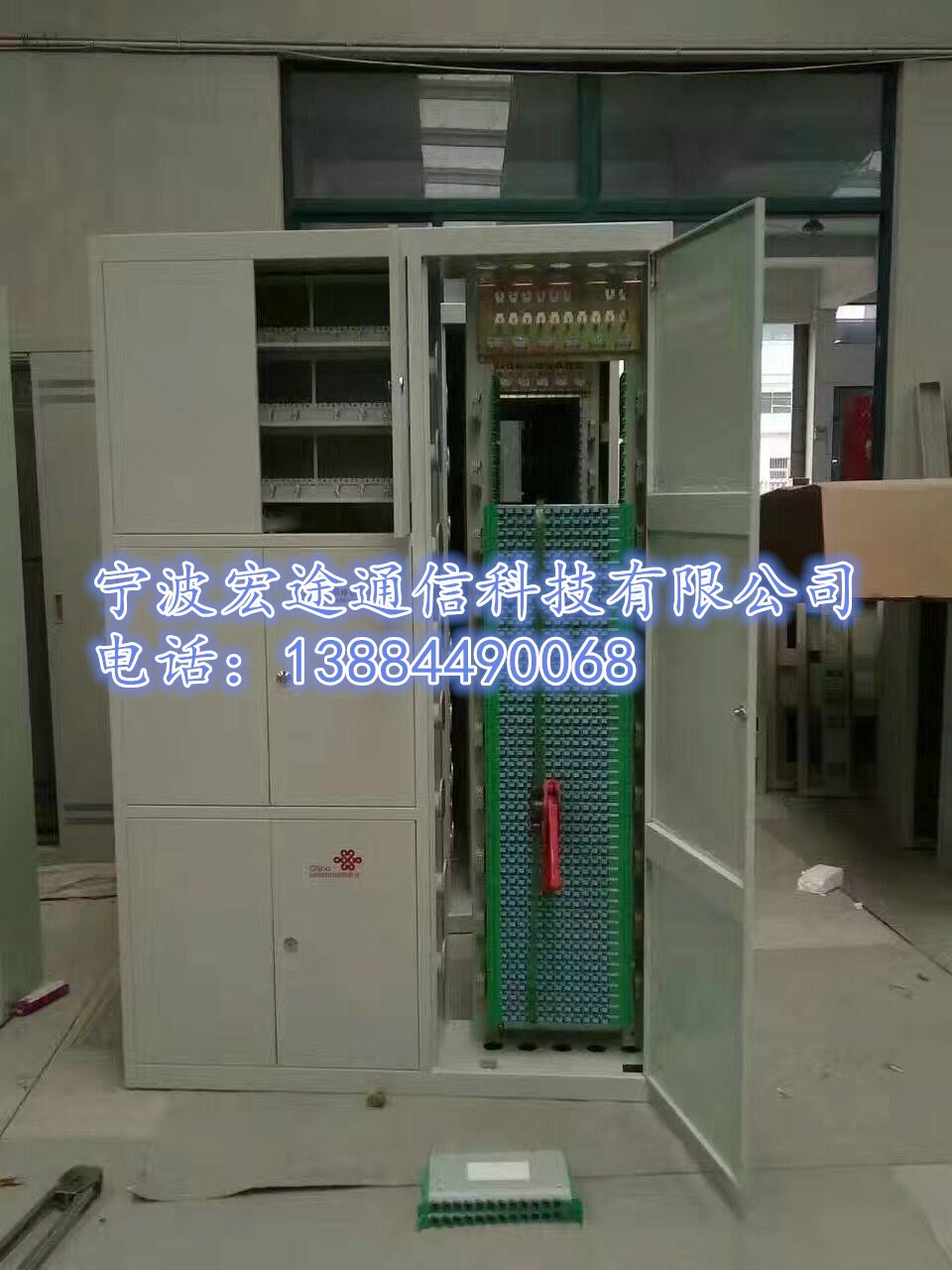
MODF光纤配线架/宏途MODF光纤配线柜/三网合一光纤配线架/四网合一光纤配线架 三网合一光纤配线柜 宏途四网合一光纤配线柜/MODF光纤配线架/MODF光总配线架144芯288芯360芯432芯576芯648芯720芯864芯1440芯光纤配线架
一.简介
HT-GPX型光纤配线架是用来对光缆、光纤进行终接、保护及管理的设备。在本机柜上能实现对光缆的固定、开剥、接地保护;对光纤的熔接、配线连接、冗余尾纤的盘绕、配线调度等功能,是传输媒体(光缆、光纤)与传输设备之间的配线连接设备。
GPX346-A2型光纤配线柜是我公司研制开发的高容量、大密度、全正面操作的光纤配线柜。它同时适用于普通光缆和带状光缆,本架由机柜、光纤储纤单元、光纤单元体及光纤直熔配线单元等部分组成。由于采用模块化的结构,用户可根据容量的配置功能模块的数目进行灵活的安装。
二.主要性能指标
1.使用条件:
1)工作温度:-5℃~+40℃
2)相对湿度:≤85%(+30℃)
3)大气压力:70Kpa~106Kpa
2.光电性能:
1)连接器衰耗(包括插入、互换和重复)≤0.5dB
2)互换性附加损耗≤0.2dB
3)重复性附加损耗≤0.1dB
4)回波损耗≥40dB
5)插拔耐久性寿命>1000次
6)机柜高压防护地与机柜绝缘,绝缘电阻>1000MΩ/500V(DC)
7)机柜高压防护地与机柜间耐压>3000V(DC),5S不击穿,无飞弧
3.适用性指标:
1)标称工作波长:850nm、1310nm、1550nm。
2)光纤活动连接器:符合GB12507以及相关标准的规定。
3)光纤光缆应符合GB/T11819和GB /T7424的规定。
4.外形尺寸及容量:
1)外形尺寸:2200×600×600(H×W×D)(mm)。
2)最大容量:720芯。






机柜为国际标准通用19″机柜,采用进口电解板经特殊工艺制造,表面喷塑处理,外形美观大方。机柜底部采用4个M10×80的膨胀螺钉(随机附件)紧固于地面。顶部采用角连件用菱形螺母与机房走线槽道固定。如下图1 。
1、光缆开剥、固定及保护
1、将光缆从上方或下方的光缆入孔引入架体(见右图)
2、带状光缆的开剥及固定
2.1光缆开剥长度为:2.5 米+光缆开剥处到距离最远的熔接配线模块距离(可视实际情况变化),铠甲层预留40mm,中心加强芯预留150mm(两侧加强芯留55 mm);
2.2在光缆开剥处套上热缩套管,用电吹风加热,使热缩套管将光缆开剥处包紧,尾纤清理干净,每带均套上保护套管,保护套管在铠甲层处预留65mm裸带;
2.3将光缆从裸带处放入保护接头,再将松 套管部分可用胶带缠绕,使其外径与保护接头相匹配,推入保护接头,使光缆加强芯穿过螺母座槽,喉扣挂在光缆固定板钩上,拧紧喉扣螺钉及加强芯紧定螺钉;
2.4按顺序将带有保护扁管的每一带光纤轻轻压入保护接头固定槽内,每一槽最多可压三带;
2.5将接头盖小端头部插入保护接头对应部分,再将大端压下,保护接头安装完毕;
3. 非带状缆的开剥及固定
3.1 光缆开剥长度为:2.5米+光缆开剥处到 距离最远的熔接配线模块距离 (可视实际情况变化),铠甲层预留40mm,加强芯预留150mm;
3.2 在光缆开剥处套上热缩套管,用电吹风加热, 使热缩套管将光缆开剥处包紧;
3.3 视尾纤本身的保护情况决定是否加护套管;
3.4 用喉扣将光缆固定在光缆固定板上。














4.适配器及尾纤的安装
1. 带状尾纤安装
1.1抽出一个光纤一体化模块,放置于工作台上,取下上下两面盖板(见下图),将12个适配器(FC或SC)对准安装槽由上向下压入,注意适配器导向槽朝上;
依次为蓝、橙、绿、棕、灰、白、红、黑、黄、紫、粉红、浅蓝)将尾纤头按一体化模块上1-12的顺序插入适配器并拧紧,注意尾纤的插入方向必须与适配器的导向位置一致;(见右图)
1.3将光分支器沿着两个圆柱压入,将冗余尾纤在模块背面尾纤盘绕区盘储;(见右图)
1.4将光分支器后面的裸带从一体化模块中间长方孔穿至模块正面,盖上背面盖板;(见右图)
1.5将剩余裸带盘储于模块正面熔接区内, 盖好上盖板;(见下图,共2幅)
1.6将一体化模块依次插入熔配单元箱内相应的位置。
2.单芯尾纤安装
2.1从熔配单元箱中抽出一个一体化模块,放置于工作台上,取下上下两面盖板,将12个适配配器(FC或SC)对准安装槽由上向下压入,注意适配器导向槽朝上。
2.2将标识好的12根单芯尾纤头由模块背面穿至正面,按一体化模块上1-12的顺序插入适配器并拧紧,注意尾纤的插入方向必须与适配器的导向位置一致。
2.3将冗余尾纤在模块背面尾纤盘绕区盘绕1-2圈,用线扎将12根尾纤在图示位置扎固,然后按图示将尾纤自由端的外护套管与纤维剥除并将其从一体化模块中间长方孔穿至正面(见右图),盖上背面盖板;
2.4将剥除松套管的12根单芯尾纤盘储于模 块正面熔接区内(见右图),盖好上盖板。
2.5将一体化模块依次插入旋转插箱内相应的位置。
5、熔接操作
1.1取出一体化模块放置于熔接工作台上,揭开正面盖板,释放盘储于熔接区内的尾纤;
1.2将外线裸纤保护套管端部用线扎固定在图示位置,裸纤进入熔接区;(见右图)
1.3在尾纤、光缆纤芯其中之一套上熔接保护套管,然后用熔接机进行熔接。检验合格后,将熔接保护套管移至熔接点,在熔接机上进行热收缩;(见右图)
1.4将冗余的裸纤(尾纤和光缆纤芯)在熔接区如图盘储好;
1.5盖上模块正面盖板;(见右图)
1.6将裸纤保护套管在模块正面外圈盘好,出口处用线扎固定;(见右图)
1.7每芯光纤做好标识记录;
1.8将一体化模块插入原来位置;(见右图)
1.9完成整个架体的熔接。







我公司按照ISO9001质量保证模式建立了适合本公司的质量保证体系。我公司产品按产品寿命周期质量环进行全过程的质量控制。对顾客实行全方位的质量满意承诺。
以下是我公司对顾客的服务承诺,也是我公司对售后服务的基本要求:
以上是本公司对顾客的服务承诺,也是全体市场营销、售后服务人员的工作准则,恳请顾客监督实施。