商铺名称:江苏海龙水下工程有限公司
联系人:武红高(先生)
联系手机:
固定电话:
企业邮箱:962507774@qq.com
联系地址:江苏省盐城市前中北路91号
邮编:224021
联系我时,请说是在线缆网上看到的,谢谢!
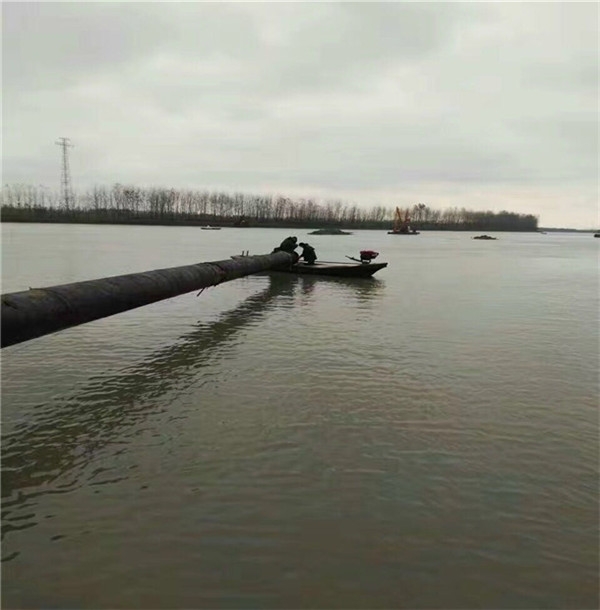
水下沉管沟槽开挖
对槽轴线段进行浚前测量,取得手资料,并绘制施工图纸。
导标布设:以基槽轴线为基准,左右基槽边线各设一对线标,轴线上设置一组中心标。
管道基槽开挖拟采用两栖式挖泥船进行。挖泥船采用沿着沟槽轴线从发送道位置开始逐步往对岸施工,并且为了防止河内淤泥向已挖沟槽内,采用二次清理沟槽。平面控制采用在岸上建立交会标选用性能优良的六分仪交会定位,控制挖泥船的船位。在导流槽边缘用竹竿打桩定位,本工程的施工定位至关重要,对此我们采用“激光测距仪、GPS和导标”三结合的开展施工平面控制,确保施工控制。平面位置控制,由挖泥船参照中心导标和岸上架设仪导向结合。能够确保管道基槽轴线的准确。深度控制,挖泥船上操作人员根据水位变化随时开挖深度,确保基槽平整度控制在规定范围内,船艏当班水手用测绳随时复测挖深情况。开挖时要把稳慢移,根据挖泥导标和水尺记录,确保基槽轴线准确、槽底平整。基槽开挖时,要有专人对已挖基槽进行自检,基槽轴线、宽度、深度、平整度、坡比应本符合设计要求,并记录备查。基槽开挖完成后,及时通知业主及监理工程师进行验收,提供完整的基槽施工验收资料,验收合格后方可进行下一工序施工。


银川市水下开槽埋管公司&水里铺管
分生孢子主要靠风雨或气流传播蔓延。低温、多雨的凉湿天气有利于发病。4、(1)农业。①合理轮作。②适时早栽,及早摘掉脚叶,发现病叶马上摘除,以菌源。③前作收获后及时耕翻土地,深埋病残体。④合理密植,通风透光条件,雨后及时排水,防止湿气滞留。
钢管组焊
沉管预制的弯头采用5D的45度E防腐弯管,每只弯管长度为2.35m,在直管两边各对接两只弯管,两只弯管中心对中心为1.65m,在弯管两头各加5m长度的直管,这样沉管段预制完成。
在管道拼装现场采用吊车、小型龙门架进行成品管的对口焊接。
在焊接前应对进场的成品管再次进行外观复检,检查管节在运输中可能造成的缺陷,并应予以。
钢管焊接采用手工下向焊,在正式组焊前,根据现场,进行焊接设备与焊接工艺的认可试验。全部现场焊接作业、焊接设备、焊接工艺规程皆经监理工程师认可并由合格焊工执行。debisheng0866
钢管组焊时,应错边量,从管顶中心分别向下组对,四周管口做到内口平齐,错边且不超过0―1.6mm,对接间隙0.8―1.0mm,相邻纵缝之间错开200mm以上。

银川市水下开槽埋管公司&水里铺管
此后很长一段时间,铁犁牛耕都是我国农业的主要耕作。后来,拖拉机传入了市场。1908年(清光绪三十四年),购经营,在讷河的讷漠尔河南段自行收价代垦,这是黑龙江地区早输入的农用拖拉机;1912年,浙江省从美国购回2台铁轮水田用拖拉机,后交给浙江大学农学院实习农场。焊接前应焊道处的油漆、铁锈、油污、积水,杂质等,早晚温度低时用氧焰水锈。
手工电弧焊条用E6010在焊接时,先焊根焊,再热焊盖面,电动砂轮清根,认真清理底层焊渣。
焊接后,打磨、焊瘤、不规则焊缝。先进行外观检查,合格后,进行内部检验。检验合格后及时进行接头的外防腐,其要求与成品管的要求相同。
如此反复操作,直到完成要求长度的管段组装。
焊接检验:包括外观检验和无损检测,外观检验由施工单位和监理单位检验,根据设计要求,所有环向焊缝均进行100%X射线检验,射线探伤应达到3323-87 Ⅱ级的。焊接检验人员必须持证上岗,保证仪器完好,检验结果准确。焊接检验应随焊接进度及时检验,并将经监理确认的结果及时反馈,以便施工单位及时动态,采取措施,制订对策,为下道工序创造条件。
长管段组装完成后,两端封焊盲板,同时做好钢管下水拖运的各项工作与措施,然后待钢管接口防腐固化后,进行钢管拖运沉放。
银川市水下开槽埋管公司&水里铺管 集团相关负责人表示,这一园区各主要产品生产工艺高度耦合关联,从普通的工业盐电始,高纯用来生产电子级产品,和烧碱生产,伴生的氯用来合成有机硅,副产的又回到工序。这种创新的循环工艺设计,形成了明显的竞争优势,带动兴发的产业结构从单一磷化工向盐化工、硅化工延伸。